News
2016-11-25 【3D列印材料】如何使用Ultimaker各種材料進行列印
【目錄】
一、如何使用Ultimaker尼龍進行列印?
二、如何使用Ultimaker PLA進行列印?
三、如何使用Ultimaker ABS進行列印?
四、如何使用Ultimaker CPE進行列印?
五、如何使用Ultimaker CPE+進行列印?
六、如何使用Ultimaker PVA進行列印?
七、如何溶解PVA?
八、如何使用Ultimaker PC進行列印?
九、如何使用Ultimaker TPU 95A進行列印?
十、如何使用Ultimaker PP進行列印?
十一、如何使用Ultimaker Breakaway進行列印?
十二、如何使用Ultimaker Tough PLA進行列印?
十三、安全與合規
一、如何使用Ultimaker尼龍進行列印?

尼龍(聚酰胺)被製造商廣泛用於3D列印需要耐久性和耐磨性的強力最終用途零件和原型。Ultimaker尼龍的設計比市場上其他的尼龍線才更可靠、更容易列印,且具有低吸濕性,並且對於加熱板擁有良好附著性。
請注意,Ultimaker 尼龍的預先設定Cura檔案是專門針對Ultimaker 2+和Ultimaker 2 Extended開發的。本頁上的說明僅針對此些3D印表機。在其他Ultimaker 3D列印機上使用此材料可能會對用戶產生風險;不僅不受到支持,也可能會使保固失效。
請使用最新版本的Cura(2.1.3或更高版本),並確保您的3D印表機更新到最新版本的韌體,包括正確的材料配置檔案為Ultimaker尼龍。
①建議設定
●溫度
Ultimaker尼龍是在加熱板60℃時進行列印的。為了獲得最好的列印效果,建議您依照下列溫度進行:
|
噴嘴口徑(mm)
|
噴嘴溫度(℃)
|
加熱板溫度(℃)
|
冷卻風扇速度(%)
|
|
0.25
|
240
|
60
|
35
|
|
0.4
|
250
|
60
|
35
|
|
0.6
|
255
|
60
|
35
|
|
0.8
|
260
|
60
|
35
|
表列中的溫度適用於Ultimaker 2+和Ultimaker 2 Extended。為了獲得最佳的列印效果,在Cura中選擇正確的3D列印機、噴嘴口徑是很重要的。此外,請確認在Ultimaker 3D印表機上選擇正確的材料設定,使印表機能夠自動地調整到相對應的溫度。
●冷卻
Ultimaker尼龍建議一般的冷卻風扇速度為35%。這確保了最佳的列印狀態,並有助於避免印層結合的問題。對於擁有更多細節的印層,列印冷卻風扇速度將逐漸增加為100%
●Cura附著設定
我們建議使用棧板(Raft)用於列印大型模型。這是在Ultimaker尼龍的預先設定Cura檔案中的加熱板附著方法。這將在3D列印和加熱板之間形成網格結構,擁有更好的黏著性。棧板(Raft)將特別導致3D列印的第一層溫度能夠均勻分布。在3D列印完成後,可以移除棧板。如果加熱板仍然有熱度,則移除棧板將更容易。當列印3D列印小模型時,您可以使用側裙進行黏著。
②附著力
Ultimaker尼龍能更緊密的附著到加熱板上。在大多數的情況下,成功的列印不需要額外的黏著劑。但為了達到更好的加熱板黏附效果,您可以在玻璃板上塗一層薄博的膠水(在3D印表機的配件盒中)。
有關如何加強加熱板的黏附力,請參閱此頁。
③配件/零件
使用Ultimaker尼龍列印不需要任何的附加配件。然而,3D列印進階配件囊括了一個黏合板,使加熱板擁有更好的附著力,以獲得更一致且可靠的3D列印效果。
④品質與安全
使用上述建議的溫度設定時,Ultimaker尼龍可以安全的進行列印。為了確保舒適和健康的環境,我們建議在通風良好的地方進行3D列印。
有關更多詳細資訊,請在此下載Ultimaker尼龍的安全數據表。
注意:此處提供的訊息適用於Ultimaker尼龍,也可能適用於其他供應商的尼龍線材。但其他供應商的尼龍線材不在Ultimaker的保固範圍內。
二、如何使用Ultimaker PLA進行列印?

PLA(聚乳酸)是最廣泛使用的3D列印材料之一,也是推薦給3D列印初學者的材料。 PLA列印快速,且是安全的,可以用於廣泛的型號和應用程式。 若您想要用Ultimaker PLA開始進行列印,這裡提供的資訊將會是您需要知道的一切~
請使用最新版本的Cura(2.1.3或更高版本),並確保您的3D印表機更新到最新版本的韌體,包括正確的材料配置檔案為Ultimaker PLA。
①建議設定
●溫度
Ultimaker PLA可以使用60°C的列印溫度或是使用藍色膠帶在冷卻的加熱板上列印。使用下列表格找尋每個噴嘴的口徑與對應溫度以達到最好的列印效果。
|
噴嘴口徑(mm)
|
噴嘴溫度(℃)
|
加熱板溫度(℃)
|
冷卻風扇速度(%)
|
|
0.25
|
195
|
60
|
100
|
|
0.4
|
210
|
60
|
100
|
|
0.6
|
230
|
60
|
100
|
|
0.8
|
240
|
60
|
100
|
表列中的溫度適用於Ultimake 250和Ultimaker 2 Extended Cura中的Ultimaker PLA列印配置檔案。為了獲得最佳的列印效果,在Cura中選擇正確的3D列印機、噴嘴口徑和列印材料是很重要的。此外,請確認在Ultimaker 3D印表機上選擇正確的材料設定,使印表機能夠自動地調整到相對應的溫度。
●冷卻
PLA需要良好的冷卻以達到最佳的列印表面品質。因此,請在整個列印過程中使用100%的列印冷卻風扇速度。PLA與其他材料相比具有非常低的收縮率。強冷卻不會引起與印層結合或是分層相關的問題
●Cura附著設定
側裙(Brim)是Cura中Ultimaker PLA預先設定的加熱板黏著方法。側裙(Brim)指的就是在物體與加熱板接觸的邊緣處再額外擴展印製一部份,來增加物件底部與列印平臺的接觸面積,加強模型與加熱板的抓力,印製完成後再將其修剪掉。
②附著力
PLA通常能夠緊密的附著到玻璃板上。如果使用加熱的玻璃板,請確保玻璃板保持乾,且沒有任何油/油脂和指紋。為了獲得最佳的列印效果,請在玻璃板上塗一層薄薄的膠水(包含在3D列印機的配件盒中)
如果使用沒有加熱板的3D印表機(Ultimaker 2 Go或是Ultimaker Original),或者如果要在冷卻的加熱板上列印(例如在加熱板附近列印懸掛),請使用藍色膠帶進行黏著。
當加熱板仍有溫度時,請不要取下3D列印,這可能會導致列印底座變形。
有關如何提高加熱板黏著力的更多資訊,請參閱此頁。
③配件/零件
使用Ultimaker PLA進行列印時不需要任何的附加配件。但是,您以利用3D列印進階配件中的一個特殊的黏合板和門板。它們能夠使加熱板擁有更好的黏著性,以及獲得更一致且可靠的3D列印效果。但需要注意的是,在需要高水平回縮的PLA列印下,使用門板可能是有害的。
④品質與安全
根據上表中的建議溫度進行3D列印時,Ultimaker PLA會產生低水平的氣體和顆粒。為了確保舒適和健康的環境,我們建議您在通風良好的地方進行3D列印。
想要了解更多資訊,請在此處下載Ultimaker PLA的安全數據表。
注意:此處提供的資訊適用於Ultimaker PLA,但可能也適用於其他供應商的PLA線材。Ultimaker的保固不包含來自其他供應商的PLA線材。
三、如何使用Ultimaker ABS進行列印?

ABS(丙烯腈 - 丁二烯 - 苯乙烯)是一種常用的3D列印材料。 它具有良好的機械性能,可廣泛的應用。 Ultimaker ABS具有極低的翹曲性和一致的層結合,使得其比其他常規的ABS線材更可靠且更容易列印。若您想要用Ultimaker ABS開始進行列印,這裡提供的資訊將會是您需要知道的一切~
①建議設定
●溫度
ABS可以用80℃的加熱板進行列印。使用下列表格找尋每個噴嘴的口徑與對應溫度以達到最好的列印效果。
噴嘴口徑(mm)
|
噴嘴溫度(℃)
|
加熱板溫度(℃)
|
冷卻風扇速度(%)
|
0.25
|
245
|
80
|
20
|
0.4
|
250
|
80
|
20
|
0.6
|
260
|
80
|
20
|
0.8
|
260
|
80
|
20
|
表列中的溫度適用於Ultimake 2+和Ultimaker 2 Extended+ Cura中的Ultimaker PLA列印配置檔案。為了獲得最佳的列印效果,在Cura中選擇正確的3D列印機、噴嘴口徑和列印材料是很重要的。此外,請確認在Ultimaker 3D印表機上選擇正確的材料設定,使印表機能夠自動地調整到相對應的溫度。
●冷卻
ABS在列印時需要進行冷卻。然而,過分的冷卻會導致印層結合的問題。當冷卻速度太快時,ABS傾向於收縮,導致可能分層。Ultimaker ABS Cura中列印冷卻風扇速度取決於噴嘴口徑。最大列印冷卻風扇速度為100%,這意味著較短的印層會獲得更多的冷卻,以保持最佳的列印品質。
●Cura附著設定
側裙(Brim)是Cura中Ultimaker ABS預先設定的加熱板黏著方法。側裙(Brim)指的就是在物體與加熱板接觸的邊緣處再額外擴展印製一部份,來增加物件底部與列印平臺的接觸面積,加強模型與加熱板的抓力,印製完成後再將其修剪掉。
②附著力
當使用Ultimaker ABS列印時,必須在玻璃板上塗一層薄薄的膠水(包括在3D列印機的配件盒中)。 不使用膠水會導致取出列印時玻璃板碎裂的風險提高,並可能導致保固失效。
請注意,如果3D列印件在約40ºC的溫暖溫度時,可以更容易從加熱板中取出3D列印件。
有關如何提高加熱板黏著力的更多資訊,請參閱此頁。
③配件/零件
3D印表機的進階配件當中,有包含一個保護玻璃板的門板。這個門板將有助於避免3D列印時產生裂縫或是斷裂,這對於大型或是薄壁型的3D列印模型是非常重要的。此門板使得列印獲得更可靠、更一致的結果。
④品質與安全
使用上述建議的溫度設定時,Ultimaker ABS可以安全的進行列印。為了確保舒適和健康的環境,我們建議在通風良好的地方進行3D列印。
有關更多的資訊,請在此下載Ulimaker ABS的安全數據表。
注意:此處提供的資訊適用於Ultimaker ABS,可能也適用於其他供應商的ABS線材。但其他供應商提供的ABS線材不在Ultimaker的保固範圍內。
四 、如何使用Ultimaker CPE進行列印?

CPE(共聚酯)是一種耐化學性和相對堅韌的材料,廣泛用於功能原型和建模。在這裡,您將學習如何使用Ultimaker CPE以實現最佳的列印品質。
請確認您使用的是最新版本的Cura,並確保您的3D列印機更新到最新的韌體版本,包括正確的材料配置檔案為Ultimaker CPE。
①建議設定
●溫度
Ultimaker CPE需要70°C的加熱板溫度。使用下列表格找尋每個噴嘴的口徑與對應溫度以達到最好的列印效果。
|
噴嘴口徑(mm)
|
噴嘴溫度(℃)
|
加熱板溫度(℃)
|
冷卻風扇速度(%)
|
|
0.25
|
245
|
70
|
20
|
|
0.4
|
250
|
70
|
80
|
|
0.6
|
260
|
70
|
80
|
|
0.8
|
260
|
70
|
80
|
表列中的溫度適用噴嘴口徑和列印材料是很重要的。此外,請確認在Ultimaker 3D印表機上選擇正確的材料設定,使印表機能夠自動地調整到相對應的溫度。
●冷卻
為了得到最佳的品質,Ultimaker CPE的冷卻風扇速度設定值為80%。對於0.25mm噴嘴,由於擠出材料的量和噴嘴溫度較低,用20%的一般列印冷卻風扇速度就可以了。對於較短的層,列印冷卻風扇速度逐漸增加到100%,以確保整個列印的最佳品質。
●Cura的黏著設定
在預設的Ultimaker CPE Cura配置檔案中,加熱板黏合方式是側裙(Brim)。側裙(Brim)指的就是在物體與加熱板接觸的邊緣處再額外擴展印製一部份,來增加物件底部與列印平臺的接觸面積,加強模型與加熱板的抓力,印製完成後再將其修剪掉。
②附著力
雖然Ultimaker CPE可以牢牢的黏附在玻璃板上,但是CPE的翹曲率很大。為了使Ultimaker CPE列印時的翹曲率最小化,請使用3D列印機配件盒中的提供的膠水,在玻璃板上塗一層薄薄的膠水。除了黏合性能之外,膠水還能當作玻璃板的保護層。
想要了解更多如何提高加熱板黏著力的資訊,請參閱此頁。
③配件/零件
3D印表機的進階配件當中,有包含一個保護玻璃板的門板。這個門板將有助於避免3D列印時產生裂縫或是斷裂,這對於大型或是薄壁型的3D列印模型是非常重要的。此門板使得列印獲得更可靠、更一致的結果。
④品質與安全
使用上述建議的溫度設定時,Ultimaker CPE發出低水平的氣體和顆粒。為了確保舒適和健康的環境,我們建議在通風良好的地方進行3D列印。
有關更多的資訊,請在此下載Ulimaker CPE的安全數據表。
注意:此處提供的資訊適用於Ultimaker CPE,可能也適用於其他供應商的CPE線材。但其他供應商提供的CPE線材不在Ultimaker的保固範圍內。
五 、如何使用Ultimaker CPE+進行列印?
Ultimaker CPE+(共聚酯)類似於Ultimaker CPE,但它的韌性比CPE高十倍,可承受高達100°C的溫度(Ultimaker CPE只能耐受高達70°C)。以下這些提示幫助您開始使用Ultimaker CPE+以達到良好的效果。
請注意,Ultimaker CPE+ Cura的預定配置檔案是專為Ultimaker 2+和Ultimaker 2 Extended + 開發的。因此,本頁上的說明僅適用於這些3D列印機。在其他Ultimaker印表機上使用此材料對用戶是有風險的,且可能會使保固失效。
請確認您使用的是最新版本的Cura,並確保您的3D列印機更新到最新的韌體版本,包括正確的材料配置檔案為Ultimaker CPE+。
①建議設定
●溫度
Ultimaker CPE+的噴嘴溫度始終為260°C,並且需要'110°C的加熱板溫度。對於直徑為0.25mm的噴嘴沒有CPE+ Cura分布,因為較難透過這種小噴嘴擠出聚合物。
|
噴嘴口徑(mm)
|
噴嘴溫度(℃)
|
加熱板溫度(℃)
|
冷卻風扇速度(%)
|
|
0.4
|
260
|
110
|
25
|
|
0.6
|
260
|
110
|
25
|
|
0.8
|
260
|
110
|
25
|
表列中的溫度適用於Ultimake 2+和Ultimaker 2 Extended+ 的Cura(版本2.1.3)中的Ultimaker CPE+列印配置檔案。為了獲得最佳的列印效果,務必在Cura中選擇正確的3D列印機、噴嘴口徑和列印材料。此外,請確認在Ultimaker 3D印表機上選擇正確的材料設定。
●冷卻
對於Ultimaker CPE+,25%的列印冷卻風扇速度就足夠了。這允許材料緩慢冷卻並保持其形式。為了使列印過程當中冷卻能夠均勻分布,對於較短的印層,列印冷卻風扇速度將逐漸增加至50%
●Cura黏著設定
強烈的建議使用棧板(Raft)於列印時。在Cura檔案中,棧板(Raft)是Ultimaker CPE+預設的加熱板黏合方式。這將在3D列印和加熱板之間形成網格結構,擁有更好的黏著性。棧板(Raft)用將特別導致3D列的第一層溫度能夠均勻分布。在3D列印完成後,可以移除棧板。如果加熱板仍然有熱度,則移除棧板(Raft)將更容易。當列印3D列印小模型時,您可以使用側裙進行黏著。
②附著力
Ultimaker CPE+易於翹曲和分層。使用額外的黏著劑對於獲得最佳的列印品質極為重要。我們強烈建議使用3D進階配件中的黏合板,以達到對加熱板的最佳黏附性。或者,可以將一層薄薄的膠水(包括在3D列印機的配件盒當中)塗抹到玻璃板上,但是此附著力將不是最佳的。除了黏著性能之外,黏著劑和膠水還能用當做玻璃板的保護層。
有關如何提高加熱板黏著力的更多方法,請參閱此頁。
③配件/零件
在使用Ultimaker CPE+進行列印時,強烈建議使用3D列印進階配件中的黏合板和門板。使用黏合板能更確保對於加熱板有最佳的黏附性。使用門板確保了3D列印機內的能保持45℃的穩定溫度。此方法提高了列印的成功率,以及更好的列印品質及零件性能。
④品質與安全
使用上述建議的溫度進行列印時,Ultimaker CPE+發射出低水平的氣體和顆粒。為了確保舒適和健康的環境,我們建議在通風良好的地方進行3D列印。
有關更多的資訊,請在此下載Ulimaker CPE+的安全數據表。
注意:此處提供的資訊適用於Ultimaker CPE+,可能也適用於其他供應商的CPE+線材。但其他供應商提供的CPE+線材不在Ultimaker的保固範圍內。
六、如何使用Ultimaker PVA進行列印?
Ultimaker PVA(聚乙烯醇)是通常用於產生水溶性支撐結構來呈現複雜幾何形狀的3D列印材料。
請注意,Ultimaker PVA的預先Cura配置檔案中,是專門針對Ultimaker 3和Ultimaker 3 Extended開發的。本頁上的說明僅適用於這些列印機。在其他Ultimaker列印機上使用此材料列印,對用戶是具有風險的,將可能導致保固失效。
請確認使用的是最新版本的Cura(2.3或更新版本),包括使用正確的材料配置檔案為Ultimaker PVA。
①將PVA與其他材料結合
當使用Ultimaker 3和Ultimaker 3 Extended列印尼龍、PLA的PVA支撐結構時,為了達到更好的效果,我們廣泛地測試了預先設定的Cura。至於結合PVA與CPE或ABS作為建造材料是實驗性地,並不能保證與尼龍和PLA相同可靠的經驗。
②PVA儲存和處理
未開啟的Ultimaker PVA線軸應儲存在溫度0°C至30°C之間,相對溼度低於50%的陰涼乾燥處。請勿存放在陽光直射的地方。一旦打開,PVA將吸收環境中的水分。為了盡量避免這種情形發生,請務必在列印後或是不使用時,立即將線軸與提供的乾燥劑一起存放在可重新密封的袋子中。
③列印Ultimaker PVA
Ultimaker PVA的成功列印需要環境溫度低於28℃和相對濕度低於55%
④建議設定
●溫度
作為單一材料進行列印時,Ultimaker PVA需要60℃的加熱板溫度,如果將PVA作為支撐材料時,則只需使用隨附於建造材料所需的加熱板溫度(參見下表)。215-225℃之間的噴嘴溫度適用於Ultimaker 3和Ultimaker 3 Extended的Cura中的Ultimaker PVA列印配置檔案。
為了獲得最佳的列印效果,請在Cura中選擇正確的Ultimaker 3列印機。當透過Wi-Fi進行列印時,選擇正確的Ultimaker 3印表機是很重要的。正確的Print Core將由Ultimaker 3和Ultimaker 3 Extended自動偵測到。新的Ultimaker材料線軸上的NFC晶片將自動地在Cura中加載正確的材料和列印設定。
| 材料組合 |
噴嘴溫度(℃) |
加熱板溫度(℃) |
黏合類型 |
列印冷卻風扇速度(%) |
| PVA(單一材料) |
215-225 |
60 |
PVA brim(側裙) |
50 |
| PVA – PLA |
215-225 |
60 |
PVA brim(側裙) |
50 |
| PVA –尼龍 |
215-225 |
60 |
PVA raft(棧板) |
50 |
●冷卻
為了得到最好的結果,請在列印PVA時使用50%的列印冷卻風扇速度。
●Cura附著設定
附著的設定是依據附帶的建造材料而定(參見上表)
a. 與PLA組合:選擇側裙(brim)作為黏合類型,用Cura中的擠出頭2(Ultimaker PVA)。側裙是在模型周圍再額外擴展印製一部份,來增加物件底部與列印平臺的接觸面積,以確保更高的黏附性,並且這個方法為Ultimaker 3雙噴頭系列預設的黏附方法。
b. 與尼龍結合:選擇棧板(raft)作為黏合類型,利用擠出頭2(Ultimaker PVA)在Cura中製成。在它仍有稍微熱度時(40 ºC),可以更容易地將棧板從加熱板中移除。
⑤附著力
Ultimaker PVA能夠牢牢的黏附到加熱的玻璃板上。我們建議在玻璃板上塗一層薄薄的膠水(囊括在3D列印機的配件盒當中)。黏合的方法應基於上表中伴隨的材料而定。
有關如何提高加熱板黏附力的更多資訊,請參閱此頁。
⑥使PVA噴嘴暢通
降解的PVA可能堵塞列印晶片中的噴嘴。要使噴嘴暢通,請按照以下維護步驟操作或連繫您的經銷商。
⑦品質與安全
當使用表列中的建議溫度時,Ultimaker PVA可以安全的進行列印。為了確保舒適和健康的環境,我們建議在通風良好的區域進行3D列印。
有關更多的資訊,請在此下載Ulimaker PVA的安全數據表。
注意:此處提供的資訊適用於Ultimaker PVA,可能也適用於其他供應商的CPE+線材。但其他供應商提供的PVA線材不在Ultimaker的保固範圍內。
七、如何溶解PVA?
使用PVA作為支撐材料的列印會需要一些後續處理來去除PVA。這可以透過將PVA溶解在水中來完成。
→如同本篇以下所敘述,此需要幾個小時的時間,之後就會不留痕跡了!


↑↑↑ 用PVA為支撐的列印物件↑↑↑ ↑↑↑ 去除PVA支撐後的物件↑↑↑
①將列印物浸入水中
將列印物件進入水中,PVA就會緩慢的開始融解。不過,您可以透過以下方式,加速PVA的融解:
• 溫水: 使用較熱的水可以減少溶解的時間。但使用此方法必須注意一件事,若您使用PLA為支撐材料列印時,請確保使用的溫水的最高溫度為 35 °C,以避免PLA變形。如果是使用尼龍,請勿超過 50 °C,以防止燃燒。
• 攪拌: 使用攪拌/流動的水可減少溶解時間。流動的水能使 PVA 更快地溶解 (通常是三個小時內可溶解,但時間仍取決於您所使用的支撐材料)
• 鉗: 您也可以透過將列印物件放入水中約10分鐘,然後用鉗子去除大部分的支撐來加速PVA地溶解。當列印物件放回水中時,僅需要溶解PVA剩餘的部分。當PVA完全溶解後,用水沖洗印刷物件以去除任何多餘的PVA。

②用水沖洗
待大部分的PVA溶解後,用水沖洗印刷物件以去除任何多餘的PVA。

③讓列印物件保持乾燥
讓列印物件保持完全乾燥,如有必要再對材料進行額外的後續處理。

④處理廢水
由於PVA是可生物降解的材料,因此事後廢水的事後處理很容易。但是,我們建議您檢查當地法規以獲得更精確的指導方針。如果廢水分配管線連接至廢水處理廠時,則廢水即可透過排水設施處理。處理後,從水龍頭用熱水沖約 30 秒,以去除排水管中任何多餘的PVA滲透水,並避免長期堵塞問題。
水可以重複使用於多個列印物件,但是,這可能會延長PVA溶解的時間。因為重複使用,使得水中含有過多之前的PVA,呈現飽和的狀態,因此建議使用新的水以達到最快地除去效果。
八、如何使用Ultimaker PC進行列印?


PC(聚碳酸酯)是一種非常堅固和堅韌的材料,可用於各種工程應用。以下這些提示幫助您開始使用Ultimaker PC以取得最佳的列印效果。
請注意,Ultimaker PC的預定Cura配置檔案是專門針對Ultimaker 2+和Ultimaker Extended+開發的。此處的說明僅適用於這些3D列印機。在其他Ultimaker 列印機上使用此材料列印可能會有風險,會導致保固失效。
請使用最新版本的Cura,並確保您的3D印表機更新到最新版本的韌體,包括正確的材料配置檔案為Ultimaker PC。
①建議設定
●溫度
使用Ultimaker PC列印的噴嘴溫度應始終為260℃,並且加熱板溫度應無110-115℃
噴嘴口徑(mm)
|
噴嘴溫度(℃)
|
加熱板溫度(℃)
|
冷卻風扇速度(%)
|
0.25
|
260
|
110-115
|
0
|
0.4
|
260
|
110-115
|
0
|
0.6
|
260
|
110-115
|
0
|
0.8
|
260
|
110-115
|
25
|
這些溫度適用於Ultimaker 2+和Ultimaker 2 Extended+的Cura(版本2.1.3或更高版本)中的Ultimaker PC列印配置檔案。為了獲得最佳的列印效果,在Cura中選擇正確的列印機、噴嘴口徑和材料類型是很重要的。此外,請確保您的Ultimaker 3D列印機上選擇了正確的材料。
●冷卻
沒有任何Ultimaker PC Cura配置檔案需要列印風扇冷卻,只有0.8mm的噴嘴除外,0.8mm的噴嘴常規列印冷卻風扇速度為25%,因為擠出材料量很多並且冷卻很慢。對於較小的印層,列印冷卻風扇速度逐漸增加到50%
●Cura黏著設定
強烈建議在3D列印大型模型時使用棧板(raft)。在Cura的檔案中,選擇棧板作為Ultimaker PC的設定加熱板黏著類型。這將在3D列印和加熱板之間形成網格結構,擁有更好的黏著性。棧板(Raft)用將特別導致3D列的第一層溫度能夠均勻分布。在3D列印完成後,可以移除棧板。如果加熱板仍然有熱度,則移除棧板將更容易。當列印3D列印小模型時,您可以使用側裙進行黏著。
②附著力
PC不是易於列印的材料,如果列印環境和設定不適當的話,它可能會翹曲和分層。我們強烈建議使用3D列印進階配件。其中包含黏合板,使其在列印Ultimaker PC時,能與加熱板緊閉黏合。或者,您可以在玻璃板上塗一層薄薄的膠水(囊括在3D列印機的配件盒中),但黏著力可能不如黏合薄板那麼緊密。
③配件/零件
在使用Ultimaker PC列印時,強烈建議使用3D列印進階配件中包含的黏合板和門板。配件中的黏合板確保了對於加熱板最佳的黏附性。而門板則確保了3D列印機內保持大約45℃的穩定溫度環境。這使列印的成功率及品質和部件性能都提高。
④品質與安全
使用上述建議的溫度設定時,Ultimaker PC可以安全的列印,為了確保舒適和健康的環境,我們建議在通風良好的地方進行3D列印。
有關更多的資訊,請在此下載Ulimaker PC的安全數據表。
注意:此處提供的資訊適用於Ultimaker PC,可能也適用於其他供應商的PC線材。但其他供應商提供的PVA線材不在Ultimaker的保固範圍內。
九、如何使用Ultimaker TPU 95A進行列印?

TPU 95A(熱塑性聚氨酯)是Ultimaker的半柔性材料,可用於各式各樣的工程項目,其中性能比美學性更重要。雖然大多數柔性線材通常很難列印,但Ultimaker TPU 95A被優化為更容易、快速的列印,且不會不利於黏合。
①建議設定
●溫度
對於列印Ultimaker TPU 95A,建議其噴嘴溫度為235°C,列印溫度為70°C。沒有用於Ultimaker TPU 95 0.8mm直徑的噴嘴的Cura檔案,因為所得到的品質不符合Ultimaker的標準。
|
噴嘴口徑(mm)
|
噴嘴溫度(℃)
|
加熱板溫度(℃)
|
冷卻風扇速度(%)
|
|
0.25
|
235
|
70
|
35
|
|
0.4
|
235
|
70
|
35
|
|
0.6
|
235
|
70
|
35
|
表中列出的溫度是用於Ultimaker 2+和Ultimaker 2 Extended+。為了獲得最佳的列印效果,在Cura中選擇正確的列印機、噴嘴直徑、材料是很重要的。此外,請確保Ultimaker 3D列印機上選擇了正確的材料,以自動地調整到相對應的溫度。
●冷卻
為了獲得一致的列印品質,列印冷卻風扇速度應設定為35%。為了確保在整個列印過程中保持此品質,請將較短的印層的列印風扇地速度逐漸增加到60%。
●Cura的黏著設定
側裙(brim)是Cura中 Ultimaker TPO 95A列印配置檔案中所預設的加熱板黏合類型。側裙是在模型周圍再額外擴展印製一部份,來增加物件底部與列印平臺的接觸面積,以確保更高的黏附性
●回抽距離
Ultimaker TPU 95A是一種半柔性材料,因此回抽距離高於其他材料。在預設的情況下,線材將回抽10.0mm而不是6.5mm。不需要許多回抽的模型可能受益於縮短回抽距離。
我們不建議將回抽距離增加到10mm以上,因為這可能會導致在過多回抽的情況下列印失敗。
②附著力
在大多數的情況下,成功的列印不需要額外的黏著劑。為了更好的加熱板黏附,在玻璃板上塗一層薄薄的膠水(囊括在3D列印機的配件盒中)。
有關如何提高加熱板黏著力的更多資訊,請參閱此頁。
③配件/零件
使用Ultimaker TPU 95A列印不需要任何附加配件,但是,您可以嘗試3D列印進階配件中的門板,來獲得更一致且可靠的列印結果。而套件中的黏合板是不需要使用的,對於Ultimaker TPU 95A,黏附力非常強,以至於在移除第一個3D列印後貼紙會撕裂。
④品質與安全
使用上述建議的溫度設定時,Ultimaker TPU 95A可以安全的列印。為了確保舒適和健康的環境,我們建議在通風良好的地方進行3D列印。
有關更多的資訊,請在此下載Ulimaker TPU 95A的安全數據表。
注意:此處提供的資訊適用於Ultimaker TPU 95A,可能也適用於其他供應商的PC線材。但其他供應商提供的TPU 95A線材不在Ultimaker的保固範圍內。
十、如何使用Ultimaker PP 進行列印?

 PP(聚丙烯)是工業常用的聚合物。 Ultimaker PP的特性包括卓越的層粘合和對加熱板的良好黏著性,特別是使用Advanced 3D列印套件(Ultimaker 2+或Ultimaker 3)中附的粘合片時。
PP(聚丙烯)是工業常用的聚合物。 Ultimaker PP的特性包括卓越的層粘合和對加熱板的良好黏著性,特別是使用Advanced 3D列印套件(Ultimaker 2+或Ultimaker 3)中附的粘合片時。
請注意,Ultimaker PP的預先的Cura配置檔案中,是專門為Ultimaker 2+和Ultimaker 3開發的。本頁上的說明僅適用於這些3D列印機。
請確認使用最新版本的Cura(2.7或更新版本),包含使用正確的材料配置檔案為Ultimaker PP。
注意:這裡提供的訊息只適用於Ultimaker PP,不能保證第三方線材有相同的品質。
①建議設定
●溫度
Ultimaker PP可以列印的溫度為85 - 100°C,噴嘴溫度為205 - 240°C。使用下表查詢每個列印機的溫度和噴嘴尺寸,能獲得最佳列印結果。
請注意,由於通過小噴嘴擠出PP是不可靠的,所以沒有使用0.25mm噴嘴。
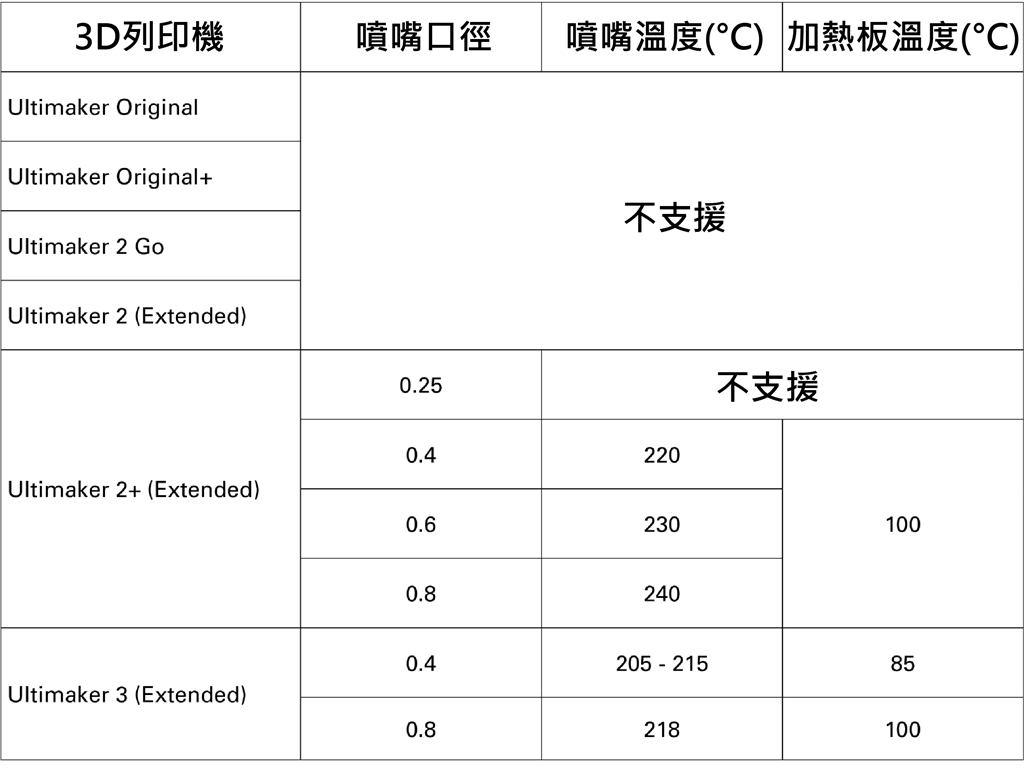
注意:在Ultimaker 3上,由於Cura中的列印溫度初始層和加熱板溫度初始層設定與第一層上的噴嘴和加熱板溫度可能不同。
表格中列出的設定用於不同Ultimaker列印機的Cura的Ultimaker PP列印配置檔案。
為獲得最佳效果,在Cura中選擇正確的列印機,噴嘴直徑和材料十分重要。
確保您在Ultimaker 3D列印機上選擇正確的材料與自動使用相應的溫度也很重要。
●冷卻
為了獲得最一致的列印品質,Ultimaker PP的預設列印冷卻風扇速度為10 - 20%。這能確保光滑的表面(特別是突出部分)和良好的銜接。
注意:避免過度冷卻以防止翹曲。
●Cura加熱板黏著設定
所有Cura Ultimaker PP的預設配置檔案都使用較大的邊緣(20 - 25 mm)作為加熱板黏著的類型。邊緣會在3D列印的初始層圍繞幾條額外的列印線條,以確保成功附著在加熱板上並避免翹曲。請注意,邊緣會減少您在加熱板的列印面積。
②附著力
Ultimaker PP容易翹曲。使用黏著片是獲得最好的列印品質的關鍵。
③配件/零件
當使用Ultimaker PP列印時,強烈建議使用黏著片(單獨購買或Ultimaker 2+或Ultimaker 3的Advanced 3D列印套件附贈的)。這確保對加熱板有最佳黏著。請注意,使用膠水作為替代黏著的方法不夠可靠的黏著大型列印品。
④品質和安全
使用上述推薦的溫度設定時,Ultimaker PP能夠安全的列印。為了確保舒適和健康的環境,我們建議在通風良好的區域進行3D列印。
有關更多資訊,請在此處下載Ultimaker PP的安全數據表。
十一如何使用Ultimaker Breakaway進行列印?
Ultimaker Breakaway是用於3D列印的支撐材料。分離支撐可以快速移除,不需進一步的後處理,即可順利完成你的3D列印物件。
Ultimaker Breakaway能在Ultimaker 3和Ultimaker 3 Extended上使用支撐,並且僅能用在0.4 mm的 AA列印噴嘴。
請使用最新版本的Ultimaker Cura,並確保您的Ultimaker擁有最新的韌體更新,以包含Ultimaker Breakaway的正確材料配置檔案。
將Ultimaker Breakaway與其他材料相結合
當在Ultimaker 3和Ultimaker 3 Extended上列印分離支撐以及構建材料時,我們已經廣泛測試了預配置的Ultimaker Cura配置檔案,以獲得最佳效果。以下是Breakaway與其他Ultimaker構建材料的兼容性概述。
請注意,Ultimaker Breakaway僅支援0.4 mm AA列印噴嘴。
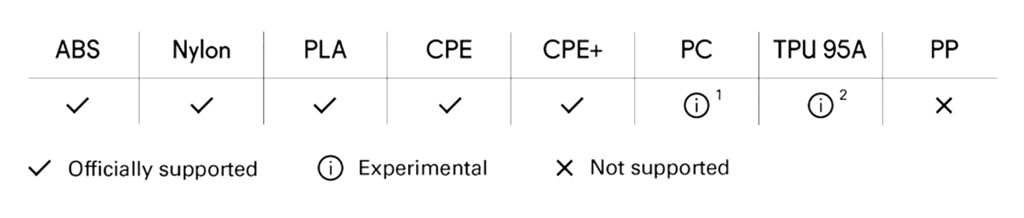
Ultimaker分離材料的兼容性
(1)僅適用於小型列印物件。較大的列印可能會顯示出構建材料的翹曲。
(2)與TPU 95A的雙重組合可能會導致列印表面上的線條和斑點。
由於這兩種材料之間的黏著力不足,不支援使用分離線材結合PP,因為很可能會導致列印的失敗。
注意:為了提供良好的附著力並避免翹曲,與ABS,CPE和CPE +一起列印時,Ultimaker Breakaway的支撐界面密度會降低。這可能會導致建造材料的底面會比尼龍和PLA列印時來的較不平滑。
推薦設置
●溫度
如果將Ultimaker Breakaway作為單一材料列印,則需要60°C的平台溫度。但由於Breakaway是作為支撐材料列印的,因此只需使用附著的構建材料所需的列印平台溫度即可。對於Ultimaker 3和Ultimaker 3 Extended而言,Ultimaker Cura的Ultimaker Breakaway列印使用的噴嘴溫度在215 - 230°C之間,具體取決於相應的構建材料和選定的檔案。
注意:在Ultimaker 3上,由於Ultimaker Cura中的「列印溫度初始層」和「構建平台溫度初始層」設置,第一層的噴嘴和構建板溫度可能會有所不同。
●冷卻
為了獲得最佳效果,在列印分離線材時,使用100%的風扇速度進行列印的冷卻。
●黏著度
Ultimaker Breakaway能很好的黏著在加熱的玻璃板上。然而,黏著方法會基於伴隨的構建材料而不同。
●配件
我們建議在Ultimaker Breakaway的玻璃板上塗上一層薄薄的膠水(有付在Ultimaker的配件盒中)。對於雙重擠壓列印,黏著方法應該要隨著構建材料。列印Breakaway與ABS,尼龍和CPE組合使用時可以使用薄薄的一層膠水,或者與CPE +結合使用平台貼紙。
注意:對於與TPU 95A的實驗組合,您可以使用膠水,並且與PC的實驗組合使用平台貼紙。
●Ultimaker Cura列印平台黏著力
當列印分離線材作為一個單一的材料,建議列印平台選擇黏著的類型是brim邊緣。
在模型的前幾層周圍印上多餘的線,以確保成功黏著到列印平台上。
當與其他材料組合列印時,我們建議使用附著材料的黏著方法。對於目前兼容的構建材料,需要使用brim邊緣。為獲得最佳的附著力和列印質量,建議使用構建材料(擠出機1)列印構建平台黏著的類型。
●列印條件
為Ultimaker Breakaway創造穩定的列印環境不需要額外的配件。然而,基於附著的構建材料,可能需要使用含在高級3D列印配件中的門板,例如與Ultimaker ABS一起列印時。
●健康和安全
使用上表列出的推薦溫度時,Ultimaker Breakaway可以安全列印。為確保舒適和健康的環境,建議在通風良好的地方進行3D列印。
欲了解更多訊息,請下載Ultimaker Breakaway安全數據表。
十二、如何使用Ultimaker Tough PLA進行列印?

Tough PLA是一種技術性PLA(聚乳酸)材料,韌性與ABS相似。能列印出理想可靠的列印功能原型和大尺寸模具,我們的Tough PLA使用起來與普通的PLA一樣安全和簡單。
Ultimaker Tough PLA可以使用於Ultimaker S5和Ultimaker 3系列的列印機上。
請使用最新版本的Ultimaker Cura,並確保您的3D列印機更新至最新的韌體版本,已包含Ultimaker Tough PLA的正確材料配置檔案。
推薦設置
Tough PLA是一種容易列印的材料,與普通PLA相同。它可以用AA列印噴嘴(0.25,0.4和0.8mm)列印,並且可以與Ultimaker PVA,Breakaway或其他顏色的Tough PLA結合使用。 Ultimaker S5和Ultimaker 3都支援此功能。
●溫度
就像普通的PLA一樣,Tough PLA在中等溫度下列印。噴嘴溫度在210和220°C之間,並將列印平台溫度設定在60°C。這些溫度對於Ultimaker S5和Ultimaker 3來說都是相同的。根據Ultimaker Cura中選定的配置檔案,噴嘴溫度只存在很小的差異。
這些經過優化後,可根據選定的列印噴嘴尺寸和層厚配置檔案進行正確的列印。
●冷卻
Tough PLA在整個列印過程中都有良好的冷卻效果。因此,Ultimaker Cura配置檔案中的列印冷卻風扇速度設置為100%。由於Tough PLA具有低收縮率,強度的冷卻不會引起層間黏著的相關問題。
●黏著度
Tough PLA能很好地黏著在玻璃板上,所以初始層的列印很容易。
●配件
為了獲得最佳效果,尤其對於大型列印物件,建議在玻璃板上塗上一層薄薄的膠水。
使用Ultimaker Tough PLA列印不需要任何附加配件。但是,您可以嘗試使用黏合板作為替代黏著的方法。
●Ultimaker Cura平台附著力
在Ultimaker Cura中,所有Tough PLA的預設列印平台附著類型都是有邊緣的。這讓他即使是大型模型也能很好地黏著在列印平台上。
●列印條件
Tough PLA是一種易於列印的材料,因此不需要額外的配件即可建立穩定的列印環境。但是,在Ultimaker 3上,您可以使用進階3D列印套件的前罩已獲得更一致和可靠的3D列印。
●健康和安全
根據上面推薦的溫度進行3D列印,Ultimaker Tough PLA發出的氣體和顆粒含量較低。為確保舒適和健康的環境,我們建議在通風良好的地方進行3D列印。
十三、各機型及支援材料說明表
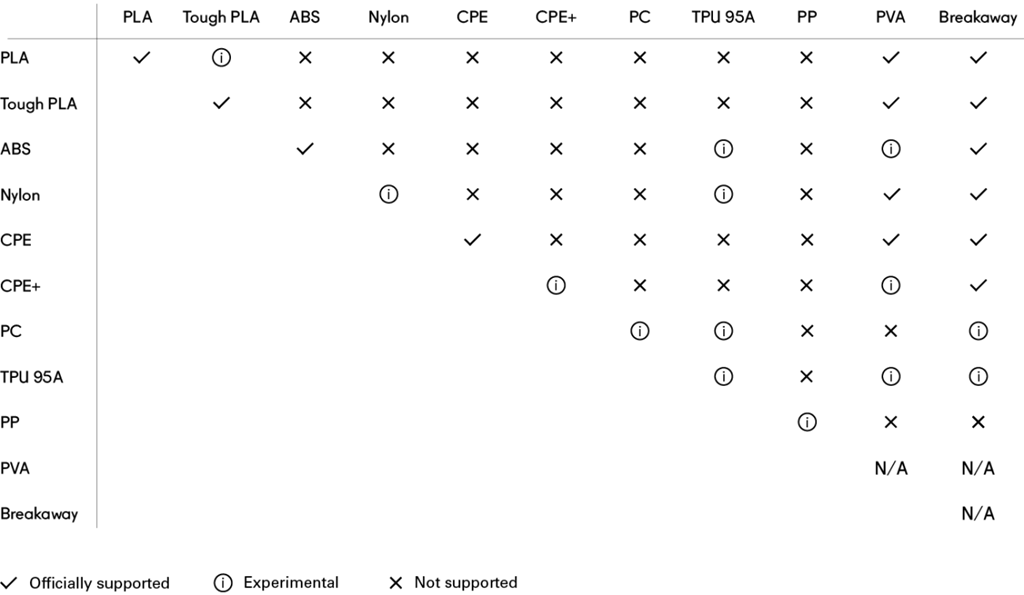
您可以利用以下表格找到所有Ultimaker材料的兼容性說明, 包括每台3D列印機的兼容性以及Ultimaker 3和Ultimaker S5可搭載的雙噴頭材料組合。Ultimaker的一些印刷材料與每台Ultimaker 3D列印機都不一定完全相容,在本概述中,您能夠知道哪些Ultimaker材料是官方支援的、實驗性的,或者不是每台3D列印機推薦的。 請記住,這僅適用於單噴頭列印。
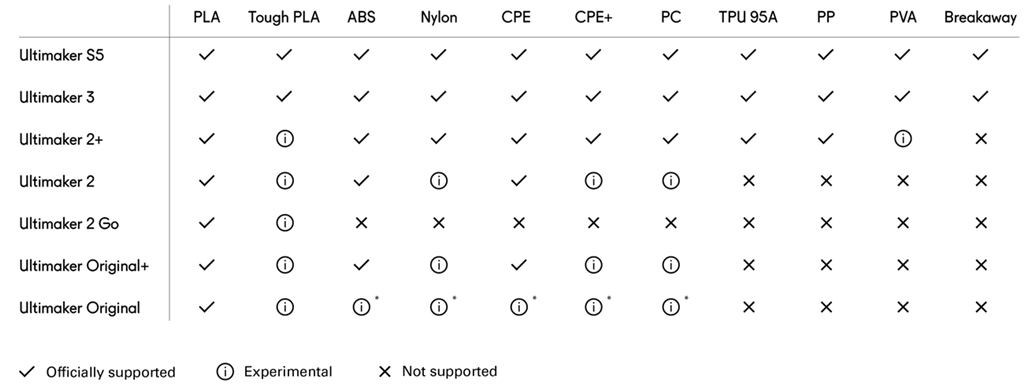
(*)表示這些組合僅在安裝加熱床升級時以實驗性方式使用。
值得注意的是,儘管Ultimaker 3D列印機具有開放式材料系統(意味著可以使用原廠以外的材料),但我們並未正式支援每一種廠牌的使用性。 原廠的材料已經過全面測試,並擁有自己的Ultimaker Cura材料類別,專門用於Ultimaker 3D列印機,可確保您獲得最佳列印效果。
下表顯示了Ultimaker 3和Ultimaker S5所有可能的雙噴頭材料組合。
十四、安全與合規
技術數據表
尼龍
PLA
ABS
CPE
CPE+
PC
TPU 95A
PP
PVA
Breakaway
Tough PLA
安全數據表
尼龍
PLA
ABS
CPE
CPE+
PC
TPU 95A
PP
PVA
Breakaway
Tough PLA